

防火阀加工生产线简要介绍
新型阀体产品特点:
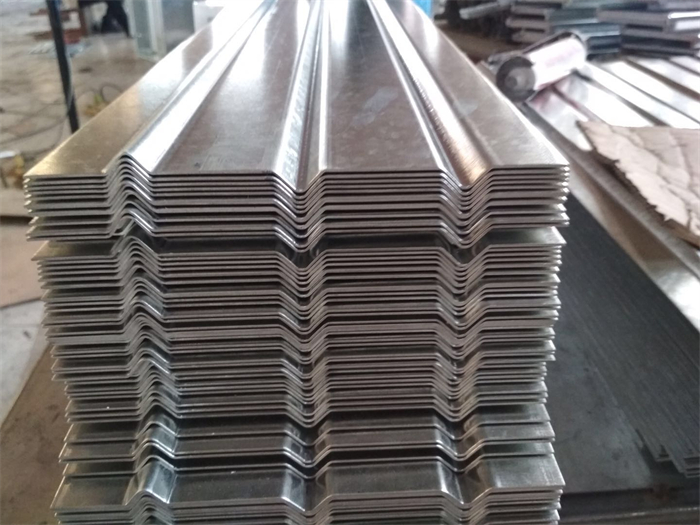
我公司研发的防火阀加工生产线为阀体一次成型设备。完善设计整套防火阀阀体、防风阀阀体、叶片、横梁型材成型设备。在C型/Z型框体成型方面:成功设计调试生产出单面框体成型机,双面框体成型机,四面框体一次自动成型框体机。
根据要求采用多种方式,可一次性完成整体防火阀框体或阀体的工艺
该设备打破了传统生产方式,对多个工艺步骤进行了优化改进,使配电箱钣金加工的综合生产效率提高2倍以上,部分环节工序可提高效率5倍以上!日生产阀体800只,在人员和场地减少的情况下,实现实际生产效率增加数倍;伺服控制和高精度冷弯成型等多项国家专利技术,确保了阀体的钣金制造精度,实现阀体机械强度更高。
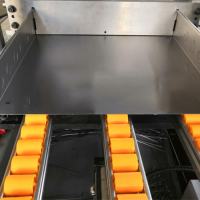
该机组设备占地约80平方米,设备组成主要包括:放料装置、校平装置、自动送料装置、连续冲孔装置、高精度冷弯成型主机、定尺切断装置、自动折框装置、电气控制系统等部件组成;主要功能:自动去角、伺服自动冲孔、自动下料、自动成型、自动折框等。
自动化生产线优点:
1、高度的自动化程序,减少人工操作;
2、工作效率高,提高企业产能;
3、整个工艺的生产流程稳定,提高产品的品质和一致性;
4、大批量生产,降低了企业生产成本。
防火阀生产线工艺流程:
带钢上料→钢卷放料→材料校平→高精度伺服送料→组合式伺服冲孔→高精度冷弯成型→切断→折框→收料→电气控制系统
生产线主要技术参数:
材料规格:Q235镀锌带钢
材料厚度:2.0mm(可定制)
生产速度:2只/分钟
生产规格:自由设定
电压参数:380V/415V,50Hz, 3相
气源:0.5m³/Min;压力为0.7MPa
液压油型号:46#液压油
齿轮油型号:18#齿轮油
轧辊材质:Cr12数控加工;淬火处理硬度HRC58°-60°
驱动电机:变频电机驱动
总电机功率:28kw
切断模具材质: Cr12MoV
传动模式:齿轮箱
切断方式:液压切断
切断尺寸公差:≤ ±0.5mm(长≤1000mm)
操作系统:触摸屏人机界面操控
电气控制:三菱PLC程序控制
占地空间: 25*3*3米(长×宽×高)







 免费电话
免费电话 


